フクハラの窒素ガス発生装置で解決!
黒点・焼け・黄変等は窒素で解決します。

成形不良への対策
成形不良対策には窒素ガス
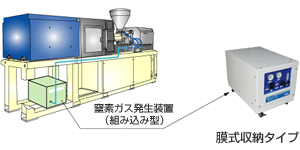
樹脂の酸化に起因する黒点、焼け、黄変等の不良を改善するには、各種方法が提案されていますが、フクハラは、ホッパー下から窒素ガスをスクリューに注入する不良対策を提案します。
自動車用レンズ、注射器等透明物を射出成形する際、窒素ガスの注入により、スクリュー底部への炭化物の焼付きが防止でき、黄変、黒点等の不良が大幅削減されたことを確認しました。
使用分野と要求品質
フクハラの経験から推奨する使用分野と窒素ガス濃度の関係は下表のようになります。
ただし、ご使用の射出機のメーカー、大きさ、樹脂の種類、成形条件、供給ドライエアーの条件により異なりますので、実機で確認願います。
使用分野と窒素ガス濃度表
| 使 用 分 野 | 窒素ガス濃度 |
|---|---|
| 食器容器(給食容器、プルトップ蓋、透明食器) 医療機器(シャーレー、分岐管、注射器) ライト用エクステンション 導光管、光学部品、LEDバックライト コネクター、光学レンズ、プリズム ピックアップレンズ、デジタルカメラ用レンズ ファインダーレンズ |
| 99% | 99.5% | 99.99% | |
型締力と窒素ガス必要量表
| 型締力(T) | 必要流量(NL/min) |
|---|---|
| ~50 | 3±1 |
| 50~150 | 5±1 |
| 150~250 | 7±1 |
| 250~500 | 9±1 |
| 550~1300 | 12±2 |
窒素ガス発生装置 MAX N2 射出成形機用 仕様
| 形式 | 方式 | 置き方 | 窒素ガス発生量(NL/min) | 原料 空気量 (NL/min) |
寸法 (W×D×H mm) |
電源(AC) | 重量 (kg) |
適用 コンプレッサー (kW) |
||
|---|---|---|---|---|---|---|---|---|---|---|
| 99% | 99.5% | 99.99% | ||||||||
| N1A-HL** | 膜式 | 横置 | 3.4 | 2.4 | - | 17 | 570×490×350 | 100V 100W (ヒーター) |
43 | 0.2 |
| N2A-HL** | 6.8 | 4.8 | - | 34 | 45 | 0.4 | ||||
| N1B-HL** | 9.7 | 7.3 | - | 45 | 850×790×350 | 45 | 0.4 | |||
| N2B-HL** | 19.4 | 14.6 | - | 90 | 50 | 1.5 | ||||
- 窒素ガスの発生量は0.7MPa時の値を示す。
- 形式のHL**は9(99%)または9.5(99.5%)を示す。窒素ガス発生装置は本社設計値による。
- 濃度計はオプションです。
押出・ブローも実績多数。ぜひご相談ください。